Active Deformable micro-Cutters with nano abrasives
The choice of cutting tools in manufacturing processes is an essential parameter on which the required manufacturing time, the consumed energy and the cost effort all depend. If the number of tool changing times could be minimized or even eliminated by using a single convex tool providing multiple profiles, then a significant benefit of time and energy saving, as well as tool cost, would be achieved. In order to minimize the required cutting tool changes, Actively Deformable micro-Cutters (ADmC) developed. The design of the Actively Deformable micro-Cutters based on the same cutting technique and mounting method as that in typical cutters and consists common abrasive nano powders such as alumina (Al2O3) in the volume of a flexible matrix. This matrix is a thermoset resin (e.g. silicone, PDMS, epoxy resin, etc.) for resinoid-bonded tools, solubilized rubber or the respective nanocomposite phase for rubber-bonded tools, or a deformable clay for vitrified-bond tooling. For the first time, a novel application of epoxy nanocomposites reinforced with clays and silicas nanoadditives, as well as abrasive nanoparticles, is being proposed, aiming at the development of micro-cutting, micro-grinding deformable tools.
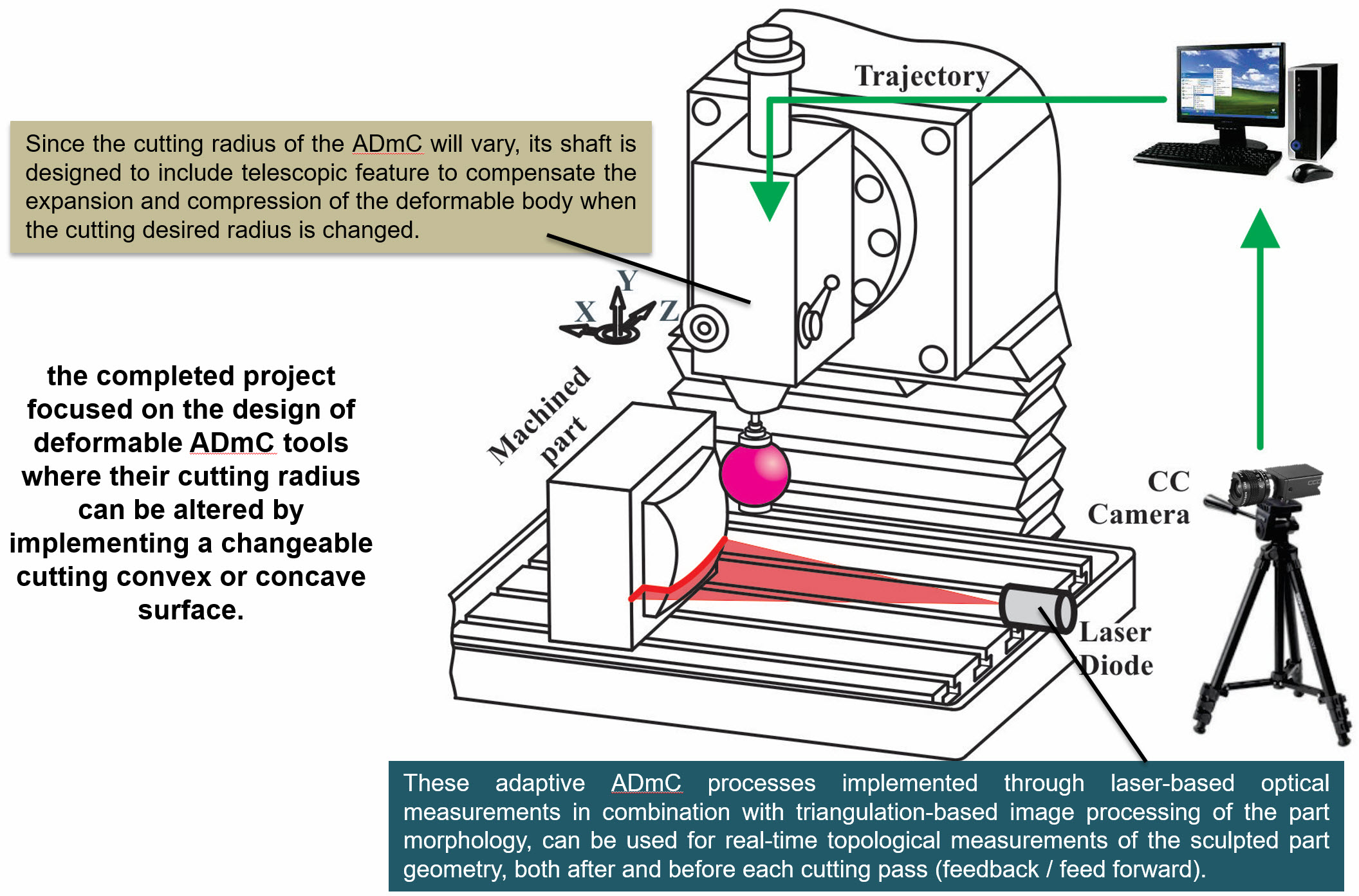
Since the cutting radius of the ADmC varies, its shaft is designed to include telescopic feature to compensate the expansion and compression of the deformable body when the cutting desired radius is changed. Adaptive ADmC was studied and implemented through in-process measurements and closed-loop control, real-time estimation for delay compensation and parameter identification, as well model-based adaptive control. In particular, these adaptive ADmC processes implemented through laser-based optical measurements in combination with triangulation-based image processing of the part morphology, both ahead and behind the ADmC, can be used for real-time topological measurements of the sculpted part geometry, both after and before each cutting pass.
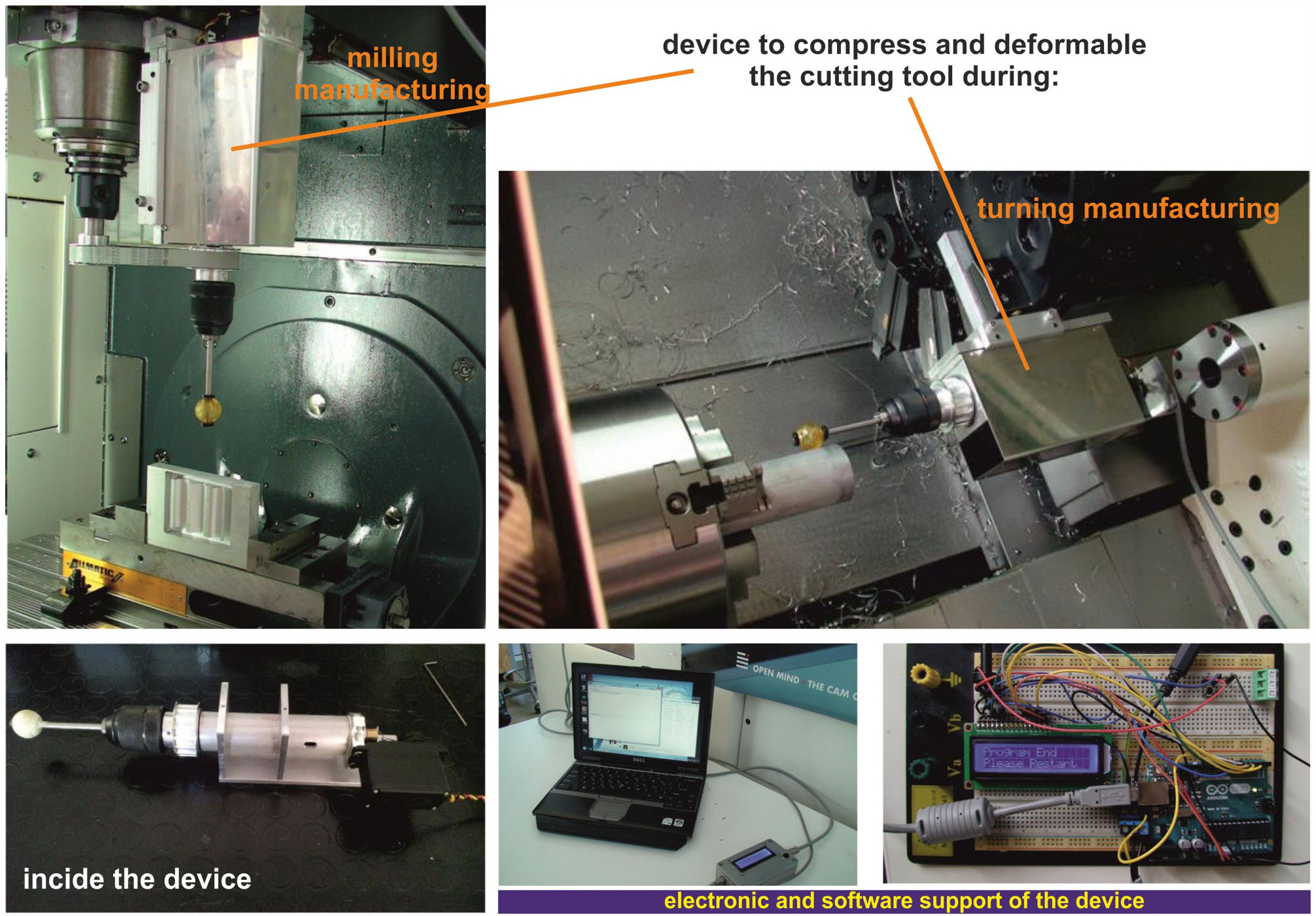
In order to construct the desired deformable tool, it is necessary to develop molds in which the fluid material will be suctioned to form the final ADmC tool. Therefore, various special molds were designed and built to form epoxy polymer to spheres containing a central metal shaft. Tested many different kinds of molds made by plastic or/and metal materials in order to be sure that the constructed tool ensures the best deformation and adhesion properties. Using the final mold constructed the tools. Utilizing these tools we performed many milling and turning experiments on an Aluminum 7075 part, succeeding impressive results.
Simulation software for ADmC milling and turning addressing all cutting process parameters were developed in order to calculate the applied cutting forces during the cutting processes and the machined surface quality. A dynamic modeling of ADmC micromachining was employed for the design of the controller algorithm. Various control strategies were formulated and tested computationally in conjunction with the analytical process model above on a dynamic simulation environment. In addition FEM simulation realized in order to determine in micro and macro scale the dynamic and thermal behavior of the manufacturing using the tools. These simulations helped choosing the proper material for the tools and the best control of the cutting initial conditions.
ADmCnano tools are envisioned as novel, radical innovative cutters that will help European machining industry to stay ahead of the competition. The ADmC project contributed to minimization of idle time and optimization of precision in cutting processes with profile feedback, leading to a significant increase in productivity. In addition, the manufacture of the proposed tools applied background research experience from basic nanotechnology and nanomaterials research that has been implemented by the academic/research organizations of the project.